
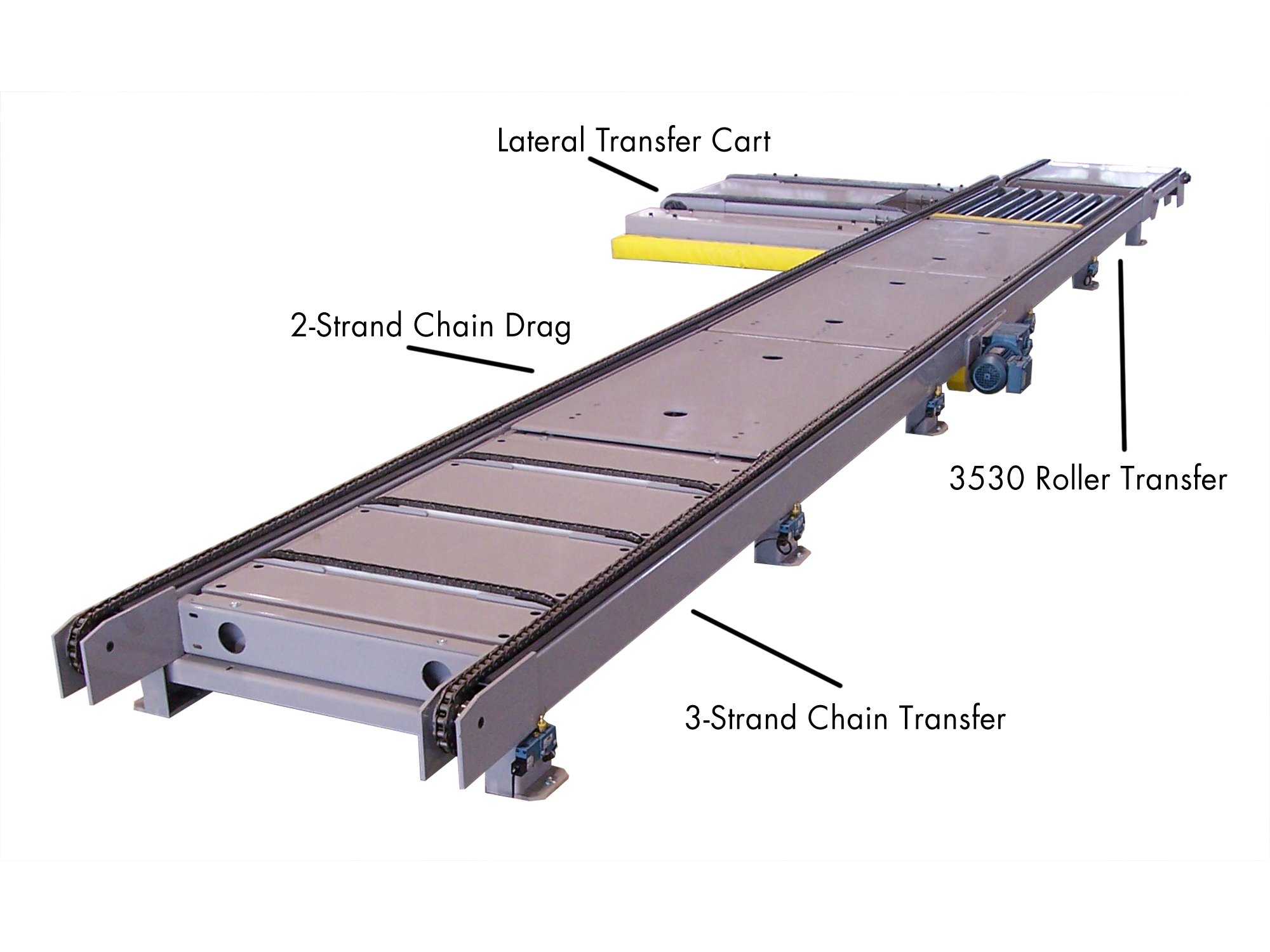
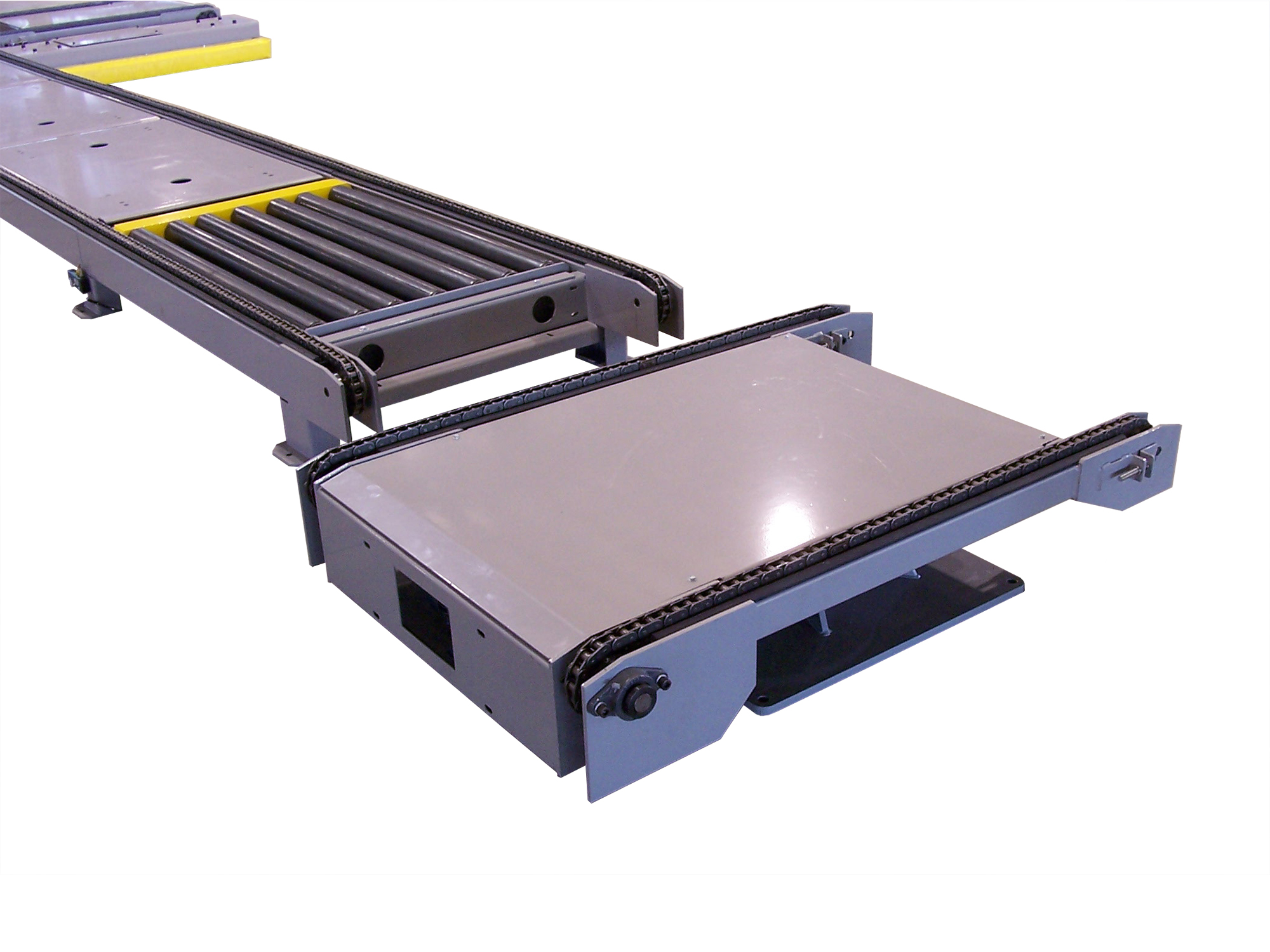
Heavy duty modular conveyors are designed to support flexible system layouts while handling demanding loads in industrial material handling environments. These conveyors use standardized modular components that can be configured into straight runs, curves, merges, and transfers, allowing systems to adapt to changing production needs without extensive structural modification. Heavy duty modular designs are commonly used where product size, weight, and layout variability require a balance of strength, repeatability, and ease of reconfiguration.
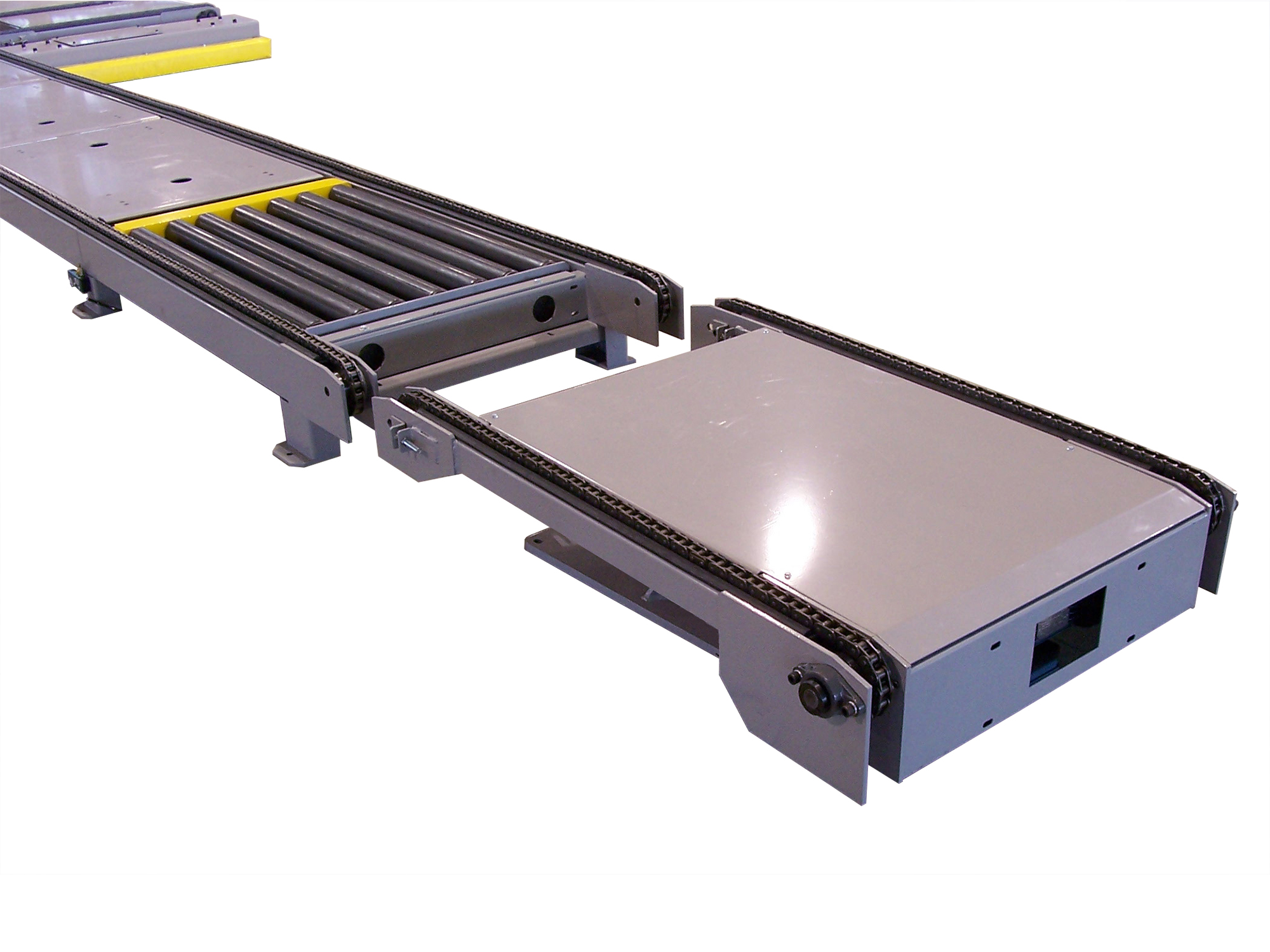
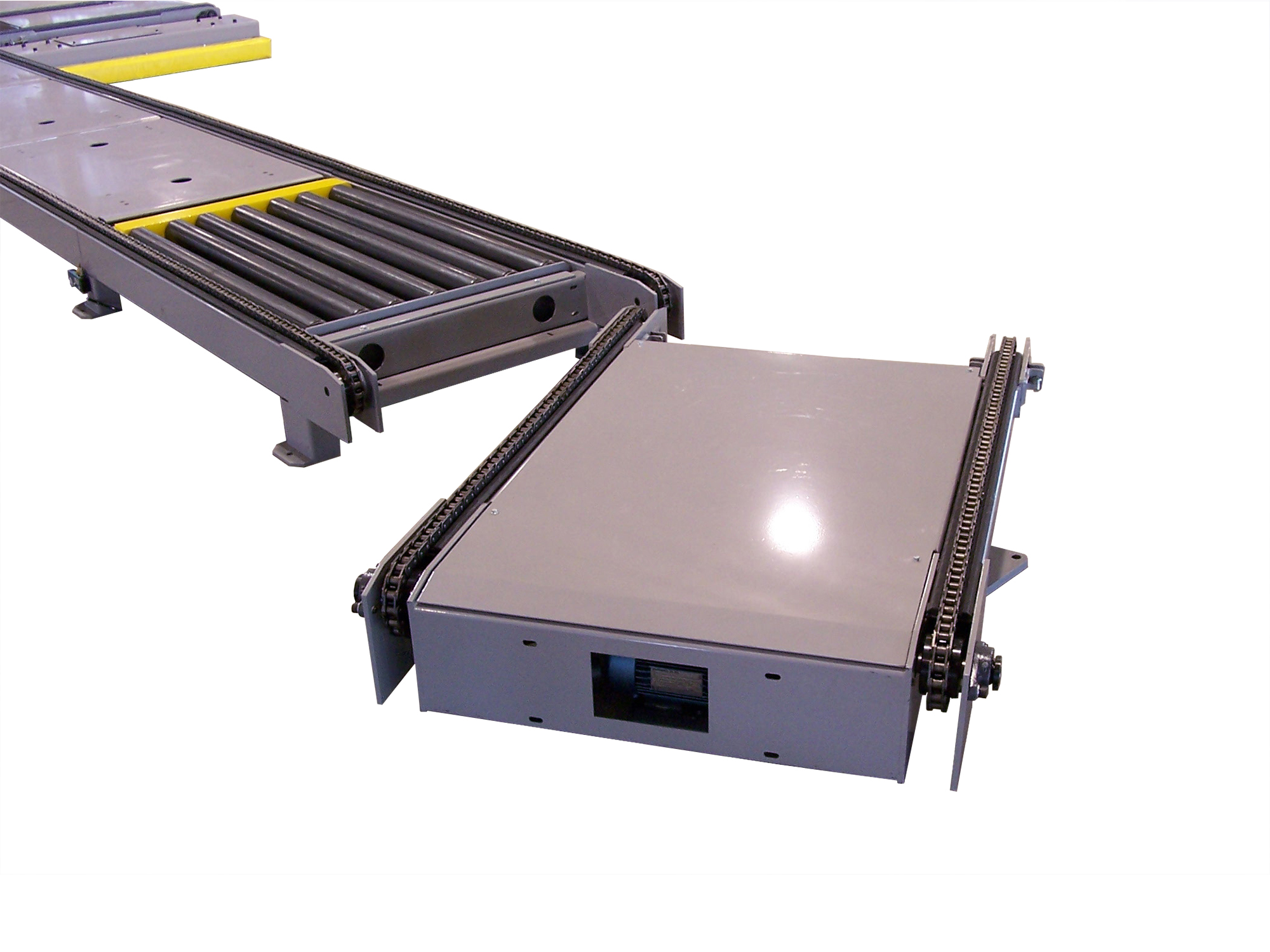
Modular heavy duty conveyor systems rely on robust frames, reinforced modular belts or chains, and industrial grade drives to support continuous operation under elevated load conditions. The modular construction allows individual sections to be replaced, expanded, or reconfigured while maintaining consistent elevation and product control. This approach supports efficient installation and long term serviceability in assembly, distribution, and processing operations.
Heavy duty modular conveyors are often custom engineered to align with specific product characteristics, load requirements, and plant layouts. Integration with transfers, lifts, and accumulation zones allows these systems to function as part of larger automated material handling solutions while maintaining predictable performance and controlled product flow.
Applications
- Assembly line conveying
- Product staging and buffering
- Directional changes and system routing
- Transfer between processing areas
- Adaptable production layouts
Industries
- Manufacturing
- Warehousing and distribution
- Appliance and machinery production
- Packaging and material processing
- Industrial fabrication



{kind=link}
{kind=link}
{kind=link}
{kind=link}