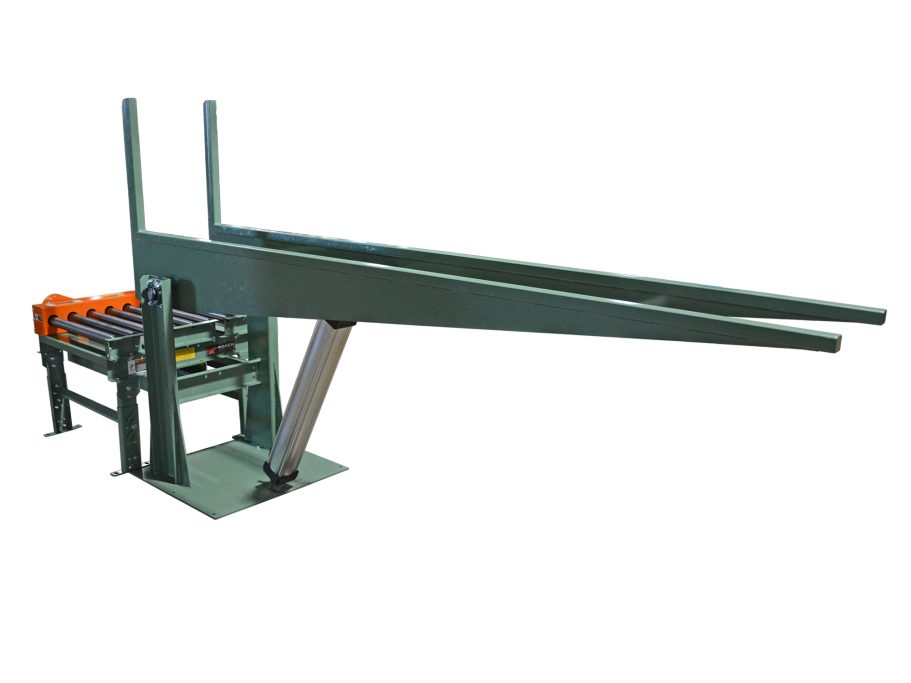
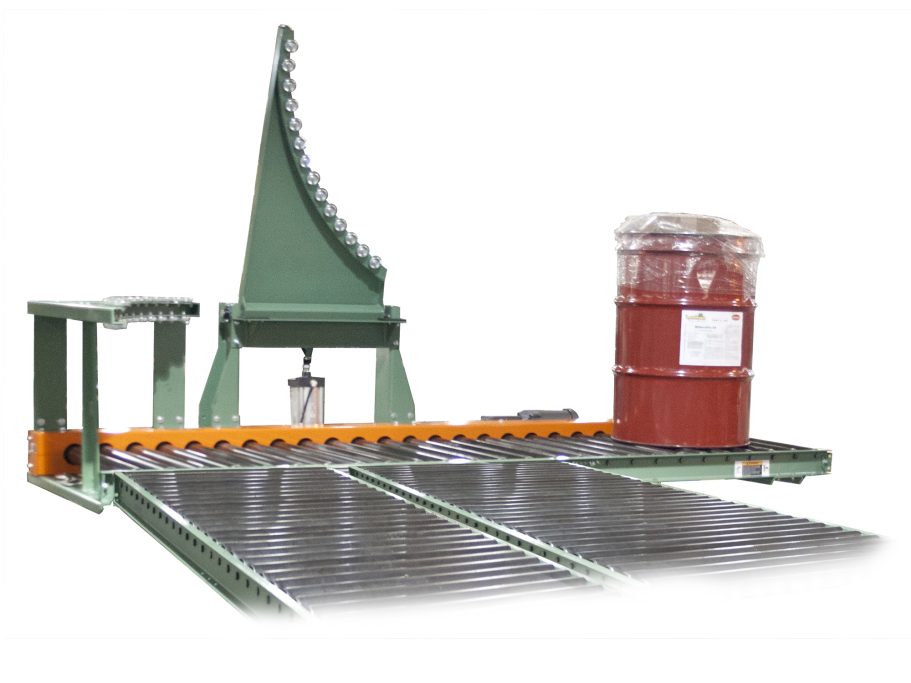
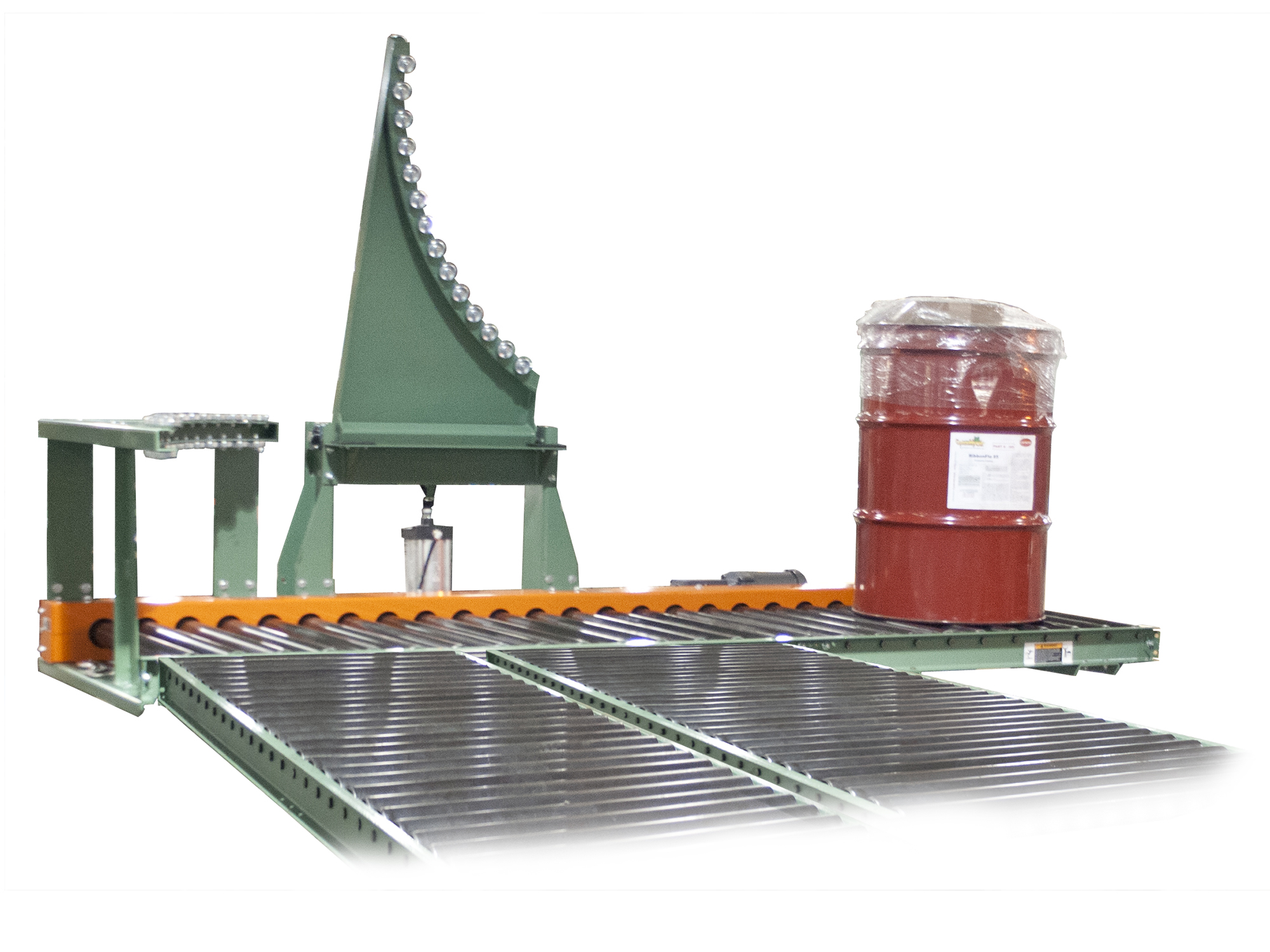
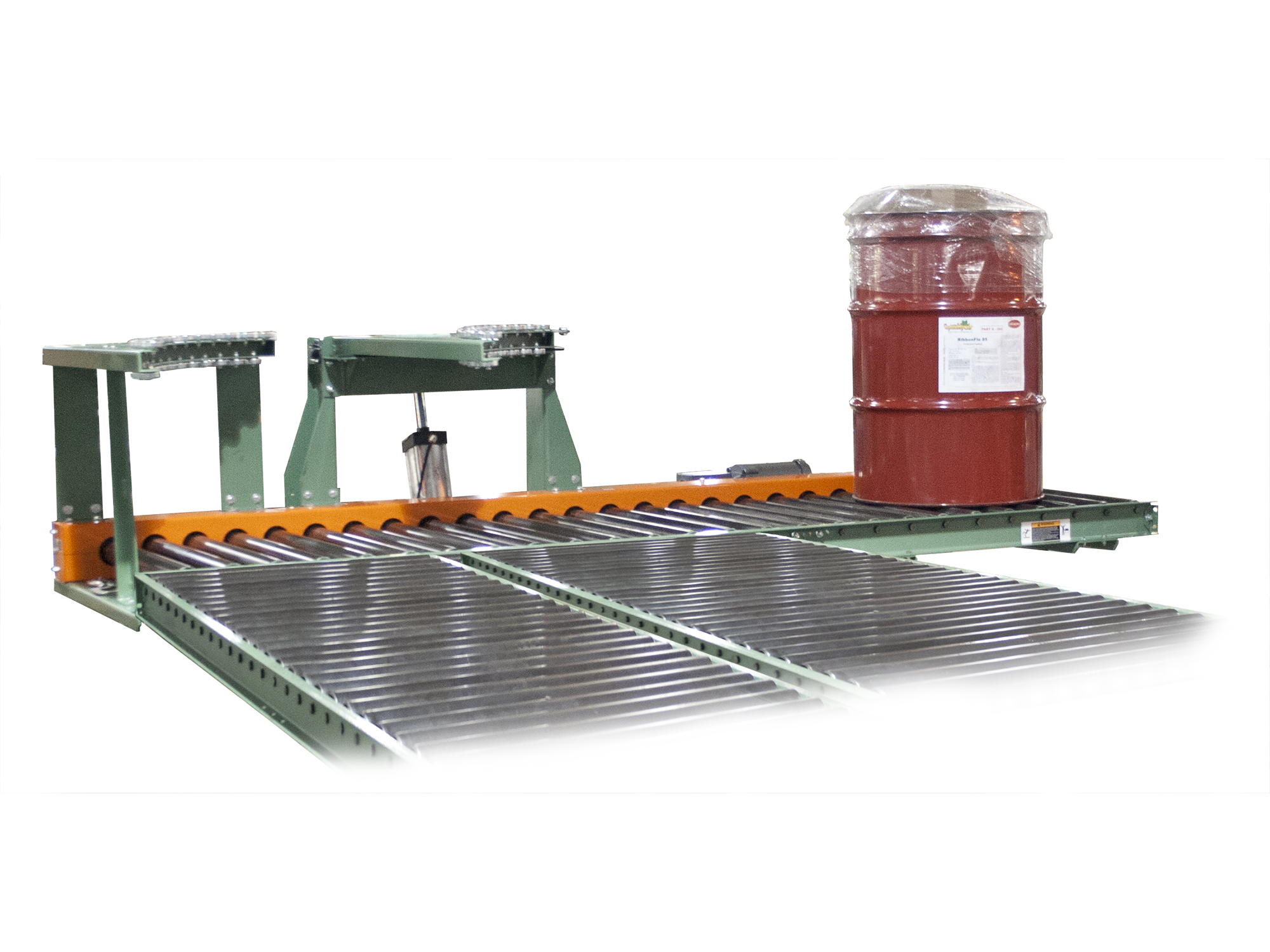
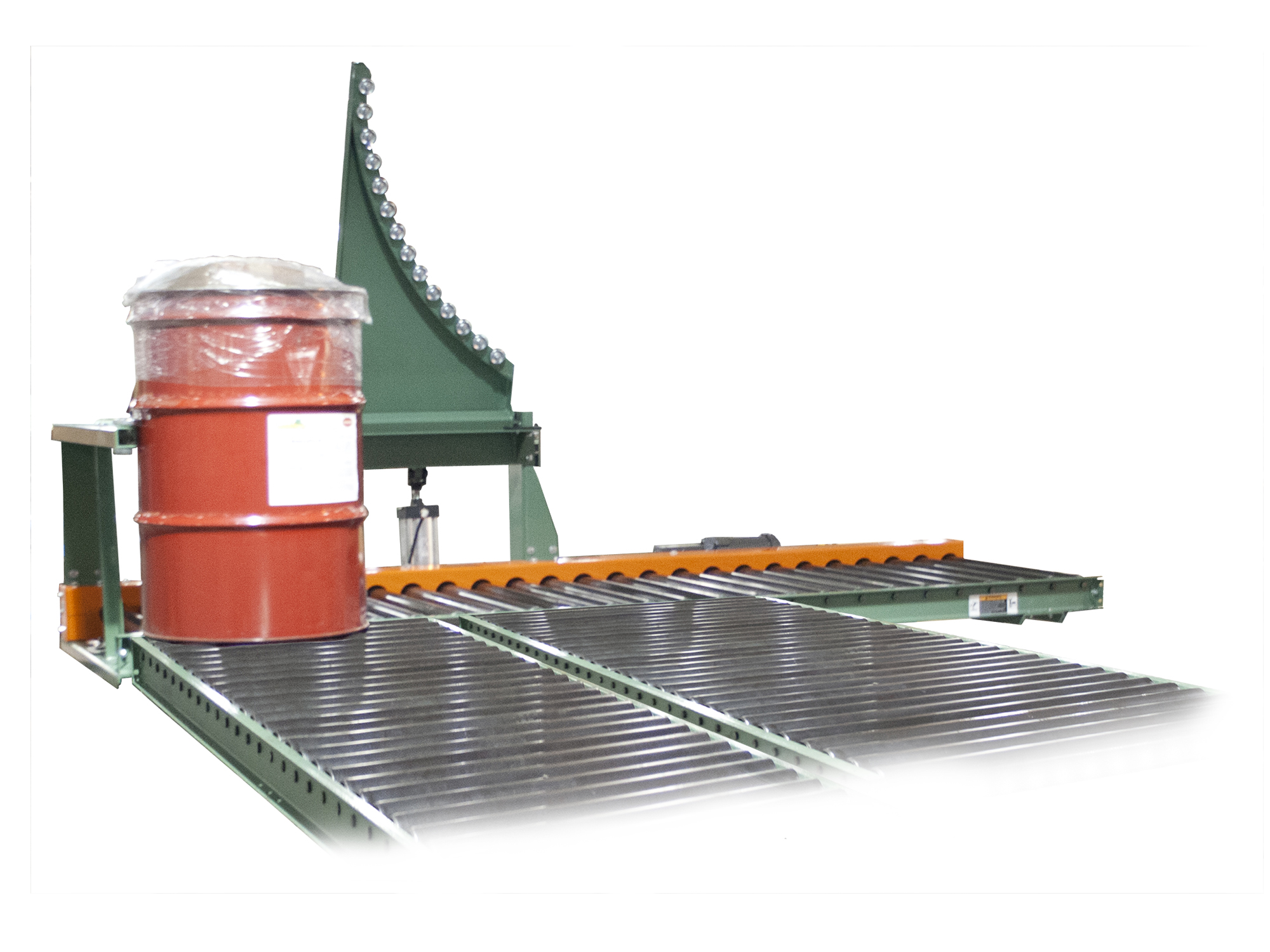
This 796CALR with 90° pneumatic diverter arms is designed to move 30 gallon barrels down the main product line. The left arm lowers to divert barrels down a secondary line, while the right arm lowers to divert barrels from the secondary line back onto the main product line. Both arms can be raised to send barrels straight through the main product line.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}